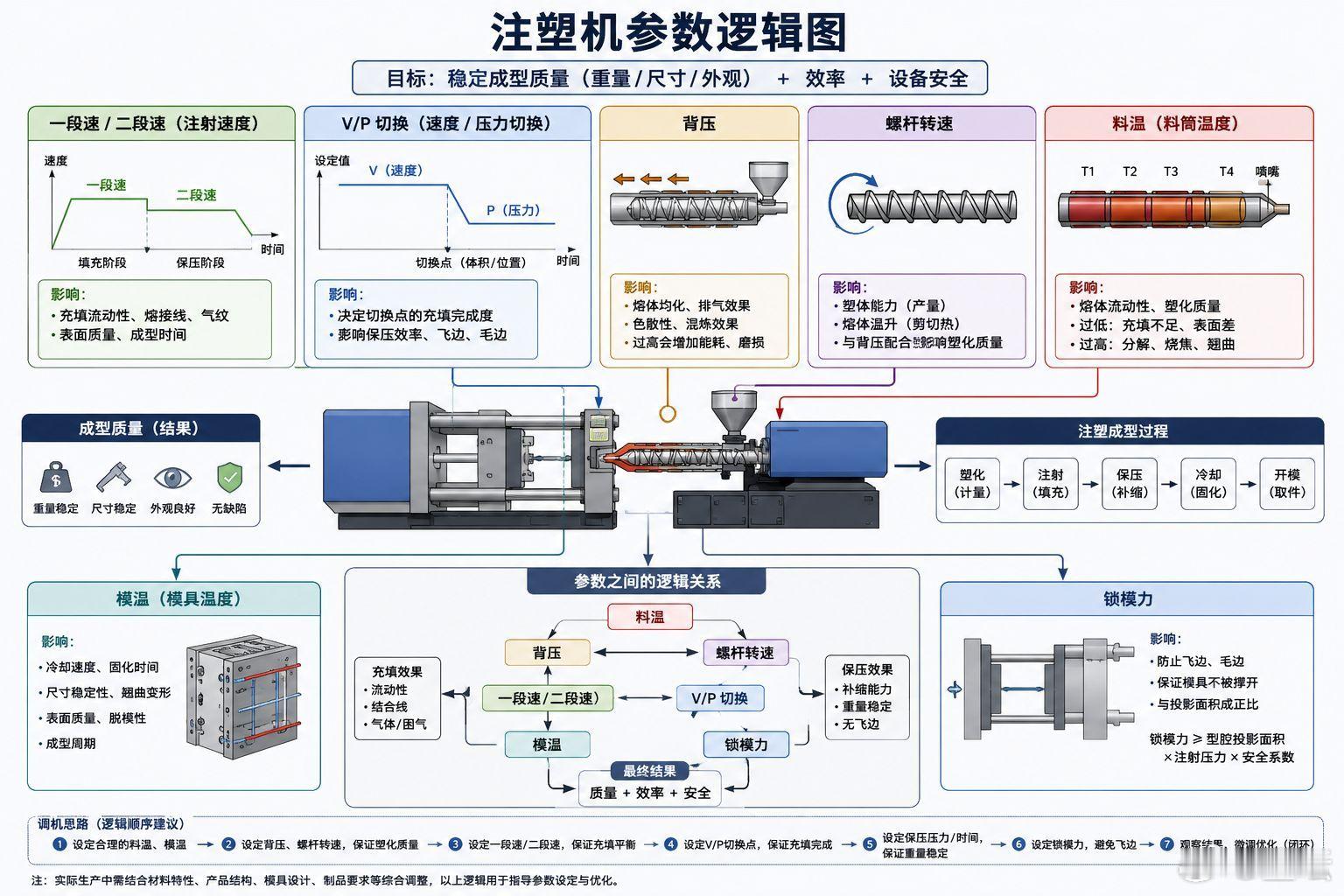
很多人会调机, 但真正懂“参数逻辑”的并不多。今天一条视频讲清楚:注塑机几个核心参数之间的关系。————————————1. 一段速 / 二段速简单理解:就是“胶料前进速度”。一段速:主要解决填充效率。二段速: 主要控制稳定性与排气。速度太慢:容易缺胶、熔接线明显。速度太快:容易烧焦、飞边、困气。所以:速度不是越快越好,而是:在稳定填充的情况下尽可能快————————————2. V/P切换V = Velocity(速度) P = Pressure(压力)什么意思?产品快充满时, 机器会从“速度控制” 切换到“保压控制”。切太早:容易缺胶、缩水。切太晚: 易飞边、内应力大。所以:V/P切换决定产品尺寸稳定性。这也是调机核心之一。————————————3. 保压压力保压本质:就是“补料”因为塑胶冷却会缩水。保压不足:缩水、缺胶。保压过高:内应力大、变形、披锋。重点不是压力多高 而是:产品什么时候浇口冻结————————————4. 背压很多新人最容易忽略。背压作用:混料 排气 提高熔胶均匀性 背压太低:熔胶不稳定。背压太高:材料容易降解。特别是:LCP、PC、透明料对背压非常敏感。————————————5. 螺杆转速决定熔胶效率。转速太慢: 熔胶不均。转速太快:剪切过高、材料碳化。高速产品通常会限制螺杆线速度。因为:材料稳定性比速度更重要。————————————6. 料温料温决定:塑胶流动性。料温低: 短射、流痕。料温高:毛边、降解、银纹。不同材料差异非常大:PA、PBT、LCP、PPS, 完全不是一个逻辑。————————————7. 模温模温影响:外观 结晶 尺寸 变形 光泽 模温低:成型快,但应力大。模温高: 外观好,但周期长。高速连接器很多时候的模温比料温还关键。————————————8. 锁模力很多人误以为:锁模力越大越好,其实不是。锁模力不足:会飞边。锁模力过大:容易压伤模具、排气变差、产品内应力增加。真正核心是:“刚好够”。真正厉害的调机师:不是参数背得多,而是知道为什么这样调。